I.6. TIPOS DE COORDENADAS
Existen
dos tipos fundamentales de coordenadas programables en un control Fanuc:
- Coordenadas absolutas (G90).
- Coordenadas relativas (G91).
Con la programación
absoluta se indica al CNC el punto final de la trayectoria, mientras que
empleando la programación incremental se programa la distancia
que se debe desplazar la herramienta respecto del último punto
conseguido.
Así
mismos estas se dividen en:
- Coordenadas cartesianas (Fig. I.3).
- Coordenadas polares (Fig. I.4).
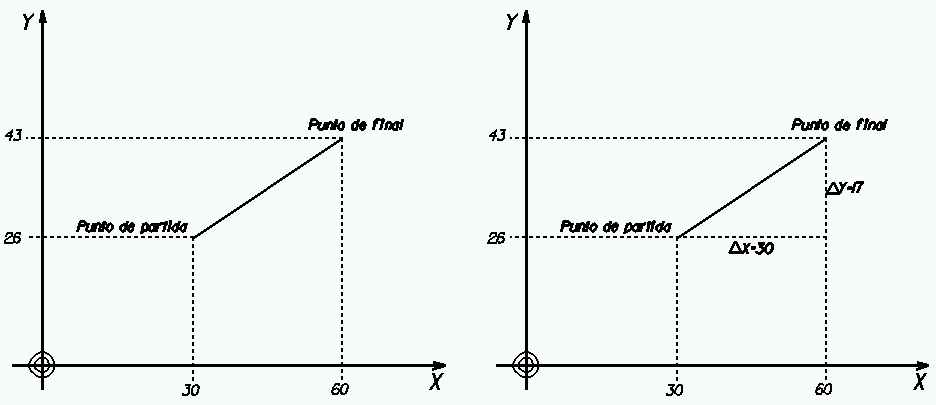 Fig. I.3. Programación
en coordenadas cartesianas: a) absolutas y b) relativas.
Fig. I.3. Programación
en coordenadas cartesianas: a) absolutas y b) relativas.
Ejemplo
1: Programación en coordenadas cartesianas absolutas.
...
N100 G90 G1 X30 Y25 F250
N110 X60 Y43
..
Ejemplo 2: Programación en coordenadas
cartesianas incrementales.
...
N100 G91 G1 X30 Y25 F250
N110 X30 Y18
N120 G90
...
Para programar
en coordenadas polares; es decir indicando el radio y el ángulo
del punto final, se deben tener en cuenta varios puntos de interes:
- Para activar las coordenadas polares se emplea
la función de interpolación G15.
- Para desactivar las coordenadas polares se
emplea la función de interpolación G16.
- Es necasario indicar el plano de trabajo a
emplear (G17, G18 o G19).
- Para indicar el radio y el ángulo se
emplea:
- Plano XY (G17): radio en la coordenada x
y ángulo en la coordenada y.
- Plano ZX (G18): radio en la coordenada x
y ángulo en la coordenada z.
- Plano YZ (G19): radio en la coordenada y
y ángulo en la coordenada z.
- Cuando empleamos G90, sistema de coordenadas
pieza se convierte en el polo.
- Cuando empleamos G91, sistema de coordenadas
locales (G52, se verá en el capítulo de ciclos de
edición) se convierte en el polo.
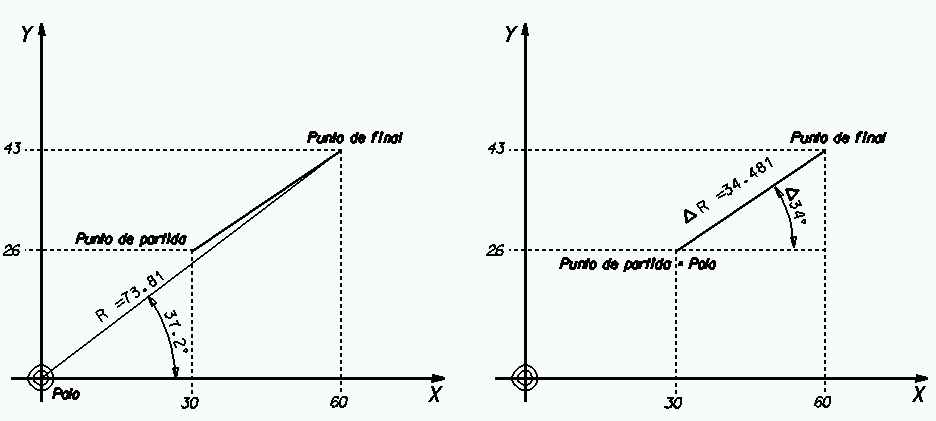
Fig. I.4. Programación
en coordenadas polares: a) absolutas y b) relativas.
Ejemplo 3: Programación en coordenadas
polares absolutas.
...
N100 G1 G15 G17 G90 X73.81 Y37.2 F250
N110 G16
...
Ejemplo
4: Programación en coordenadas cartesianas incrementales.
...
N100 G52 X30 Y26
N110 G1 G15 G17 G91 X34.481 Y34 F250
N120 G52
N130 G16
...
|